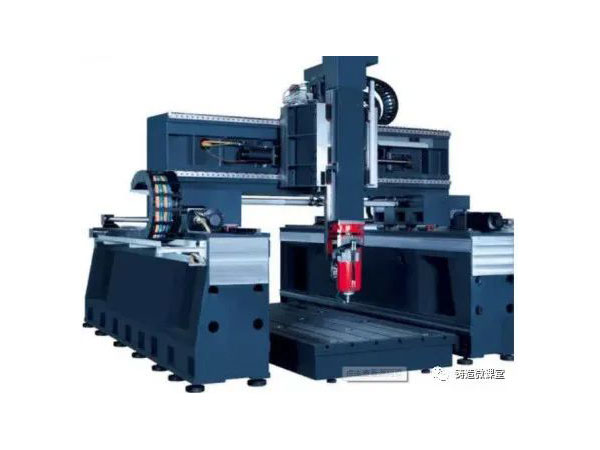
廣義的機床是指包括車、銑(xǐ)、刨、磨、鋸、割(gē)等金屬冷加工所用到(dào)的設備。以立式銑床(chuáng)為例,其基本(běn)組成一般是底座,立柱、橫梁、工作台、滑鞍座、主軸箱以及電(diàn)機座、動力箱等結構。
機床鑄件的結構特點:
①結構複雜(zá),一般設計為框箱式結構,周身(shēn)加工。即便是簡單的工作台,其底麵(miàn)和頂麵都要進行加工,鑄造工(gōng)藝設計難度較大。
②隱形要求高。很多的人認為機床(chuáng)件傻大(dà)笨粗,沒有什(shí)麽技術含量。其實機床鑄件的隱形技術要求非(fēi)常高,如帶導軌的底座、工作台、滑鞍座等部件,導軌(guǐ)硬(yìng)度差在(zài)25HB以內,而硬軌產品則要(yào)求在5-20HB以內。硬度要求170-210HB可以輕鬆做到,但普通(tōng)小(xiǎo)廠很難有足夠的(de)能力來保證批量生產時的穩定性。導軌還(hái)有一個(gè)硬(yìng)性要求是不允許補焊。又如動力箱等鑄件要求(qiú)耐壓滲漏試驗。
由於高速加工中的切削速度,進給速度和加減速度都很大。機床的發熱量及運動部件的慣性量(liàng)都很大,容易導致機床結構過量溫升,熱變形產生(shēng)衝擊,影響(xiǎng)加工(gōng)精度。
所以機床結構件鑄件一般采取灰鑄鐵就可以滿足(zú)性能要求,同時灰鑄鐵的減震性能(néng)好,片狀石墨的散熱良好。良好的加工性(xìng)能,不允許有加工硬(yìng)點。石墨形態為均勻無方向性的A型石墨。
隨著技(jì)術的進步,越來越多的人認識到特種鑄鐵在機床鑄件上的優勢,如球墨鑄鐵、蠕墨鑄鐵,微合金化(huà)改(gǎi)良的灰鑄鐵等。
③內腔筋板多,有的筋板設計(jì)成夾角狀。狹縫多。按照實型鑄造工藝(yì)流程,塗料塗刷困難,造型埋砂困難,清(qīng)理(lǐ)困難。
④壁厚不均勻,筋板薄(báo)隻有15-20mm,而導軌等部位局部可(kě)以達到100mm以上。采用消失模實型鑄造工藝時,鐵水散熱(rè)快,溫度損失多,會(huì)產生(shēng)氣化不良、夾渣等缺陷,而且(qiě)無法(fǎ)避免。
⑤大平麵多,長高比(bǐ)懸殊,易產生變形。采用大平麵在下底注方式生產時,氣體排出不暢,易產生漲箱、氣孔(kǒng)等缺陷。
采用樹脂砂實型鑄(zhù)造機床鑄件的優點:
1、采用樹脂砂造型剛度(dù)好,使得(dé)在澆注初期由(yóu)於砂型強度高,這就有利於鑄鐵凝固過程中(zhōng)的石墨化膨脹,能有效地(dì)消除毛坯件出現(xiàn)縮孔、縮鬆缺陷,從而(ér)實現鑄造件的少冒口、無冒口鑄(zhù)造。
2、在鑄造生產中大量采用聚苯乙烯(xī)泡塑模(mó)樣,應用呋喃樹脂自硬砂造型。當金屬液澆入樹脂砂鑄型時,泡沫塑料模樣在高溫、高壓的金屬液作用下迅速氣化,燃燒並快速消失,金(jīn)屬液取代了原來泡(pào)沫塑料所占據的位置,經冷卻凝固形成與泡沫模樣形狀相同的鑄造物。
3、相對來說,樹脂砂消失模鑄(zhù)造對於生產(chǎn)單件或小批量的汽(qì)車覆蓋件、機床(chuáng)床身(shēn)等比較傳統砂型有很大優(yōu)勢,它(tā)不(bú)但省去了生產企業(yè)昂貴的模型費用,而且便(biàn)於操作,縮短了生產周期,提高(gāo)了生產效率,生產的鑄件、機床鑄件尺寸精度高,加工餘量小,表麵質量(liàng)好等(děng)優勢。
但在實際(jì)生產中,采用實型樹脂砂工藝生產(chǎn)機床鑄件仍存(cún)在較多的質量問題。主要體現在:
①基(jī)體組織和石墨形態控製不良,硬度不均勻,加工性能不(bú)良。
②鑄造缺(quē)陷多,氣孔、夾渣等缺陷無法根治。
③內腔粘砂嚴重(chóng),清理困難。
④觀念落後,總把機床鑄件當做傻大笨粗(cū)的鐵疙瘩,有關材質、工藝等方麵的(de)研究較(jiào)少。
澆注係統設計(jì)時的(de)注意事項:
①機(jī)床床身(shēn)件的澆注係統不宜使用雨淋式澆注係統,因為雨淋內澆道(dào)在床身整個(gè)導軌長度上分布,又為半封閉式澆注係統,由於澆道分散(sàn),而且澆注(zhù)係統內90度轉(zhuǎn)彎太多,所以金屬液在(zài)澆注係統內流速(sù)小,特(tè)別是內(nèi)澆道出口處的壓力小,流速(sù)低,並因為(wéi)內澆道分散而金屬液溫降較多,因此在澆注過程中,金屬液流動至型腔至後部位時,溫度已(yǐ)降低太多,氣體及渣無法(fǎ)及時上浮逸出(chū),所(suǒ)以在金屬液到達的至後部位(床頭結合部位)產生大麵積的皮下氣孔、渣孔(kǒng)、澆不足等缺陷。
②內澆道的位置不應使金屬液在型腔內急轉彎,避免因阻力過大而流速降(jiàng)低。內澆道的位(wèi)置要使金屬液在型腔內流動順利,並利於排氣排渣。
③金屬液(yè)在型腔中易產生死角或者渦(wō)流的部(bù)位應設置內(nèi)澆道或者開設過水口。
機床鑄件在澆注時應該注意以下四點:
①在澆注開始階段可(kě)采取先細流慢澆的方法,待澆注係統(tǒng)被金屬液充滿後,即(jí)可加大澆注速度越快越好,但以澆口杯內金屬充滿而不外(wài)溢為準則。這樣做可以有效的避免澆注初期特(tè)別是在(zài)金屬液剛接觸(chù)泡沫塑料的(de)瞬間,由於模樣材料(liào)氣化產生大量氣體,當直澆口沒充滿或剛開始澆注時金屬液的靜壓頭小於聚(jù)苯(běn)乙烯分解產物的(de)氣(qì)體壓力時過快地澆注產生嗆火使金屬液飛(fēi)濺的現(xiàn)象。
②澆注過程不可中斷(duàn)。在(zài)消(xiāo)失模鑄件澆注時,必須保持連續地注入金屬液,直至鑄型全部充滿。否則,就易在停頓處造成鑄(zhù)件整個平麵(miàn)的冷隔缺陷。
③在澆注的後期,當金屬液(yè)達到(dào)模樣的頂部或冒(mào)口根部時,就應略(luè)需收包,以保持金屬平穩上升和不致使金屬液衝出冒口。
④盡可能(néng)選用底注包。底注包金(jīn)屬液的熱損失小、壓頭大,澆注速(sù)度快,渣子浮在金屬液上表麵,澆注鐵水(shuǐ)比較幹淨。受設備(bèi)條件製約,對一些要求不高或一般中小(xiǎo)機床(chuáng)鑄件亦 可用轉包澆(jiāo)注。
目(mù)前樹脂砂實(shí)型工藝生產(chǎn)機床鑄件並沒(méi)有大的技術突破,很多廠家自我感覺良(liáng)好,隻是因為產品比較(jiào)低端(duān)。刮膩子,補焊的(de)大有人在,而主機廠(chǎng)也睜隻眼閉隻眼,隻要不是關鍵部位出(chū)問題(tí),也就那樣了。

精密鑄業股份有限公司")









南省嫩草影院精密鑄業股份有(yǒu)限公司")